
 Sprache
Sprache

Holen Sie sich ein Angebot
Drahtseil-Aluminiumhülsen: Pressfestigkeit, Dimensionierung und Fehlermöglichkeiten
Eine Aluminiumhülse schafft eine kaltgeschweißte mechanische Verbindung, nicht nur eine Quetschstelle
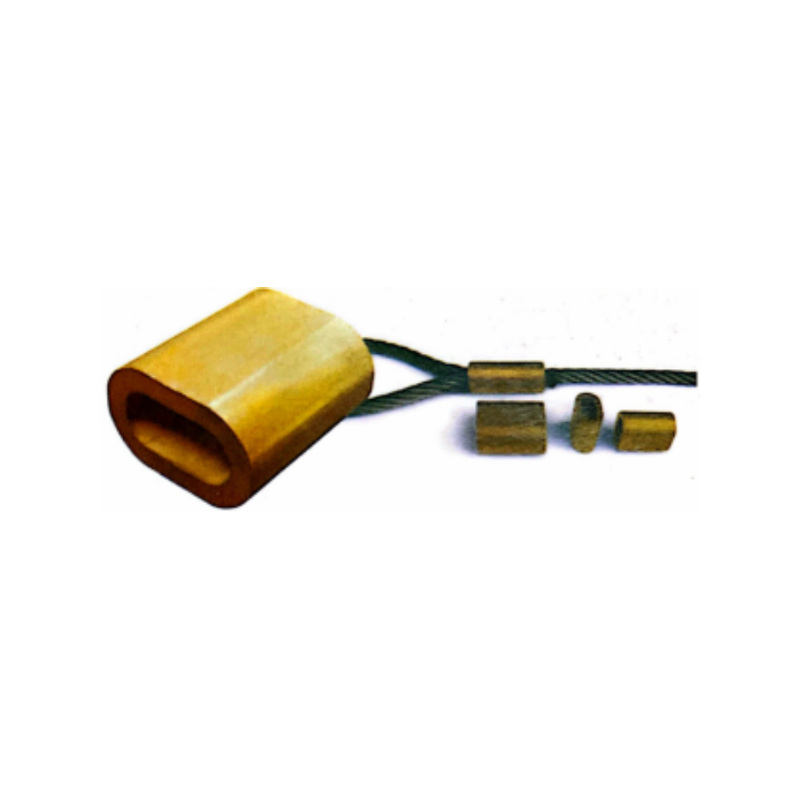
A Drahtseil-Aluminiumhülse , eigentlich bekannt als Presshülse oder Aderendhülse, fungiert als Abschlussbeschlag, der das Ende eines Drahtseils dauerhaft in einer Öse oder Spleißstelle sichert. Beim Komprimieren mit dem richtigen Stauchwerkzeug verformt sich das duktile Aluminiummaterial plastisch um die einzelnen Drahtlitzen herum, fließt in die Täler dazwischen und erzeugt eine kaltverformte mechanische Verriegelung, die die Zuglast gleichmäßig auf jede Litze im Seilquerschnitt verteilt . Eine richtig gestauchte Hülse auf verzinktem oder rostfreiem Stahldrahtseil mit einer ovalen Aluminiumhülse erreicht eine Haltekraft von 85 % bis 90 % der Mindestbruchfestigkeit des Drahtseils wenn die Hülsenlänge, der Innendurchmesser vor dem Pressen und die Kompressionsspezifikationen nach dem Pressen alle erfüllt sind. Die verwendete Aluminiumlegierung – typischerweise 5052 oder 6061 in Schmiedeform oder A380 in Gussform – wird aufgrund ihrer Kombination aus Duktilität beim Komprimieren, Korrosionsverträglichkeit mit dem Drahtseilmaterial und Kaltverfestigungsverhalten ausgewählt, das die Festigkeit der Hülse nach dem Pressen erhöht, um der Ringspannung standzuhalten, die von den belasteten Seilsträngen beim Versuch, sich zu lösen, ausgeübt wird.
Ovalhülse und Anschlaghülse: Zwei unterschiedliche Komponenten für unterschiedliche Funktionen
Der Begriff Drahtseil-Aluminiumhülse umfasst zwei funktionell unterschiedliche Hardwaretypen, die häufig verwechselt werden. Ein Die ovale Hülse, auch flämische Augenhülse genannt, hat ein längliches ovales Profil mit zwei parallelen Innenbohrungen, die beide Schenkel einer Drahtseilschlaufe aufnehmen . Es wird über die gesamte Breite gestaucht, wodurch beide Bohrungen gleichzeitig komprimiert werden, und ist der primäre tragende Abschluss für die Schaffung einer dauerhaften Öse am Ende eines Drahtseils. Im Gegensatz dazu ist eine Anschlaghülse ein kurzes zylindrisches Aluminiumrohr mit einem einzelnen Durchgangsloch, das direkt auf einen einzelnen Drahtseilschenkel gestaucht wird, um einen mechanischen Anschlag zu erzeugen – beispielsweise die Halterung, die verhindert, dass ein Drahtseil durch einen Flaschenzug gezogen wird, oder der Anschlag, der das Ende eines Drahtseils sichert, nachdem es durch eine ovale Hülse läuft. Eine Verwechslung der beiden und die Verwendung einer Anschlaghülse, wo für den tragenden Abschluss eine ovale Hülse erforderlich ist, führt dazu, dass die Verbindung versagt weniger als 40 % der Bruchfestigkeit des Seils weil die Anschlaghülse nur an einem Bein angreift und es ihr an der ausgewogenen Lastverteilung des ovalen Doppelbohrungsdesigns mangelt.

Größenprotokoll und die Folgen einer Nichtübereinstimmung
Eine Aluminiumhülse ist auf einen bestimmten Drahtseildurchmesser mit einem extrem engen Toleranzfenster abgestimmt. Der Innendurchmesser der Hülsenbohrung vor dem Pressen muss sein 0,2 bis 0,5 Millimeter größer als der Seilnenndurchmesser Damit das Seil ohne Verklemmen durchtreten kann und gleichzeitig nur ein minimaler Hohlraum verbleibt, den das Aluminium beim Komprimieren ausfüllen muss. Eine um eine Nummer zu große Hülse drückt nicht ausreichend auf die Seilstränge; Das Aluminium erreicht seine Kompressionsgrenze, bevor es vollständig in die Strangzwischenräume geflossen ist, wodurch innere Hohlräume zurückbleiben, die als Spannungskonzentrationspunkte dienen und die Haltefestigkeit um bis zu 30 % verringern. Eine um eine Nummer zu kleine Hülse kann nicht ohne Beschädigung der Litze auf das Seil aufgefädelt werden und führt zu einer Verschiebung und Knickung einzelner Außendrähte, wodurch genau an der Stelle, an der die Endverbindung die höchste Belastung ausübt, ein geschwächter Querschnitt entsteht. Von den Herstellern veröffentlichte Hülsengrößentabellen ordnen jedem Seildurchmesser eine bestimmte Hülsenteilenummer zu, und die Größe ist spezifisch für die Seilkonstruktion – ein 6x19-Faserkernseil und ein 7x19-Seil mit unabhängigem Drahtseilkern und demselben Nenndurchmesser erfordern möglicherweise unterschiedliche Hülsenspezifikationen, da die tatsächlichen Außendurchmesser aufgrund der unterschiedlichen Litzenpackungsgeometrien geringfügig abweichen.
Inspektion vor dem Gesenk und die Schwanzlängenregel
Vor dem Zusammenpressen muss das aus der Hülse herausragende Drahtseilende lang genug sein, um visuell überprüfen zu können, dass das Seil beim Stauchen nicht verrutscht ist. Die Standardregel ist a Die Mindestschwanzlänge entspricht einer Hülsenlänge bei ovalen Hülsen und zwei Seildurchmessern bei Anschlaghülsen . Wenn sich das Ende nach dem Stauchen in die Hülse zurückgezogen hat, ist das Seil beim Zusammendrücken verrutscht und die Endverbindung muss abgeschnitten und neu angefertigt werden. Das Heck liefert auch das Material für eine sekundäre Sicherheitsmaßnahme: Bei kritischen Hebeanwendungen wird das Heck oft mit Draht versorgt oder mit einer zusätzlichen Anschlaghülse als Backup-Halterung ausgestattet.
Anforderungen an das Stauchwerkzeug und die Entscheidung zwischen Handwerkzeug und Hydraulik
Die Kompression einer Drahtseil-Aluminiumhülse erfordert ein Stauchwerkzeug, das eine kontrollierte, parallelseitige Kompression auf ein bestimmtes Maß nach dem Stauchen ausübt. Ein Bolzenschneider aus dem Baumarkt oder Hammer und Locher können kein sicheres Gesenk herstellen. Das minimal zulässige Werkzeug für ovale Hülsen an Drahtseilen mit einem Durchmesser von bis zu 5 Millimetern ist a Manuelles Stauchwerkzeug mit Backen aus gehärtetem Stahl, bearbeitet auf das richtige Nachkompressionsprofil . Bei diesen Werkzeugen handelt es sich um zusammengesetzte Hebelkonstruktionen, die die Handkraft in mehrere Tonnen Kompressionsdruck an den Backenflächen umwandeln. Bei Seildurchmessern über 5 Millimeter ist eine hydraulische Stauchpresse mit auswechselbaren Matrizen erforderlich, um die gleichmäßige Kraft von 8 bis 15 Tonnen zu erzeugen, die erforderlich ist, um die Aluminiumhülse vollständig in die Seilstruktur zu pressen. Der entscheidende Qualitätsindikator für jedes Stauchwerkzeug ist seine Fähigkeit, ein reproduzierbares Maß nach dem Stauchen zu erzeugen – normalerweise angegeben als Maß über die komprimierte Hülse an ihrer breitesten Stelle – und ein Werkzeug, dessen Backen abgenutzt, gefedert sind oder nicht zur Hülsengröße passen, erzeugt eine nicht ausreichend komprimierte Hülse, die optisch akzeptabel erscheint, aber unterhalb der Nennlast versagt.
Das Go/No-Go-Messgerät und die After-Swage-Verifizierung
Nach der Komprimierung muss die gestauchte Hülse mit einem Gut/Schlecht-Messgerät überprüft werden, das vom Hülsenhersteller geliefert wird oder im Datenblatt des Herstellers angegeben ist. Das Messgerät überprüft, ob die Die zusammengedrückte Breite der Hülse liegt im akzeptablen Bereich – typischerweise plus 0,2 Millimeter und minus 0,1 Millimeter vom Nennmaß nach dem Versenken . Eine Hülse, die auf dem Messgerät ein Übermaß aufweist, wurde zu wenig komprimiert und entwickelt nicht die volle Haltekraft. Eine Hülse, die zu klein ist, wurde zu stark zusammengedrückt, wodurch das Aluminium reißen oder die inneren Drahtseilstränge zerquetscht werden können, wodurch eine Fehlerquelle entsteht. Die Messgeräteprüfung ist für Hebe-, Montage- oder sicherheitskritische Anwendungen nicht optional; Es ist die einzige objektive Bestätigung, dass das Pressen korrekt durchgeführt wurde.
Der Doppelhülsen-Standard für Hebeanwendungen
Industrienormen für Drahtseilschlingen und Hebevorrichtungen, einschließlich ASME B30.9 und EN 13411-3, erfordern die Verwendung einer flämischen Augenspleißverbindung mit ovalen Aluminiumhülsen mindestens eine Hülse für Drahtseildurchmesser bis 6 Millimeter, zwei Hülsen für Durchmesser von 6 bis 12 Millimeter und drei Hülsen für Durchmesser über 12 Millimeter . Die Ärmel sind gleichmäßig entlang des Schwanzes verteilt, wobei der erste Ärmel so nah wie möglich am Augenhals positioniert ist und die weiteren Ärmel in Abständen von etwa einer Ärmellänge angeordnet sind. Das Erfordernis mehrerer Hülsen stellt keine Redundanz an sich dar; Es berücksichtigt die Tatsache, dass eine einzelne Hülse die gesamte Zuglast an einem Punkt konzentriert und wenn diese Hülse beeinträchtigt wird – durch einen Herstellungsfehler, Korrosion oder eine nicht den Spezifikationen entsprechende Pressung –, fällt der gesamte Anschluss ohne Vorwarnung aus. Mehrere Hülsen verteilen die Last und zeigen einen fortschreitenden Fehler an: Wenn die erste Hülse zu rutschen beginnt, wird die Last auf die zweite Hülse übertragen, und der Schwanzüberstand aus der ersten Hülse verändert sich sichtbar, was einen Prüfer bei einer Routineuntersuchung auf den sich entwickelnden Fehler aufmerksam macht.
Überlegungen zur Korrosion und zur galvanischen Verträglichkeit von Aluminium und Stahl
Eine Aluminiumhülse in Kontakt mit einem Stahldrahtseil erzeugt in Gegenwart eines Elektrolyten wie Regenwasser, Salznebel oder industrieller Luftfeuchtigkeit ein galvanisches Paar. Aluminium ist gegenüber Stahl in der galvanischen Reihe anodisch, d. h Die Aluminiumhülse korrodiert bevorzugt, um das Stahldrahtseil zu schützen . Bei trockenen Innenanwendungen ist dieser galvanische Effekt vernachlässigbar und die Hülse überdauert das Seil. In Meeresumgebungen, bei Außenanlagen an der Küste oder in chemischen Verarbeitungsanlagen beschleunigt sich die galvanische Korrosionsrate dramatisch. Die Abhilfemaßnahmen für diese Umgebungen umfassen die Auswahl eloxierter Aluminiumhülsen mit einem Minimum 15 Mikron starke eloxierte Schicht, die das Aluminium elektrisch vom Stahl isoliert , Auftragen einer zinkreichen Grundierung auf die gestauchte Baugruppe vor der Inbetriebnahme und Verkürzung des Inspektionsintervalls, um eine Ausdünnung der Hülsenwand zu erkennen, bevor sie die Festigkeit des Anschlusses beeinträchtigt. Edelstahlhülsen – erhältlich in der Güteklasse 304 oder 316 – eliminieren das Problem der galvanischen Korrosion vollständig, wenn sie mit Edelstahldrahtseilen verwendet werden. Allerdings sind aufgrund der höheren Streckgrenze von Edelstahl im Vergleich zu Aluminium höhere Presskräfte erforderlich.
Häufige Fehlermodi und Feldidentifizierung
Drahtseil-Aluminium-Hülsenenden versagen aufgrund einer begrenzten Anzahl vorhersehbarer Mechanismen, die jeweils über sichtbare Indikatoren verfügen. Der häufigste Fehler ist Seilauszug, bei dem das Drahtseil unter Last durch die zusammengedrückte Hülse gleitet und die Hülse an einem nun gelösten Ende an Ort und Stelle verbleibt . Dies deutet auf Unterdruck, eine falsch dimensionierte Hülse oder eine verunreinigte Seiloberfläche hin, die verhindert, dass das Aluminium die Drähte festhält. Der zweite Modus ist der Hülsenbruch, bei dem das Aluminium in Längsrichtung entlang der Kompressionsachse reißt, normalerweise aufgrund einer Überkompression, die die Duktilitätsgrenze des Aluminiums überschreitet. Der dritte Grund ist ein Ermüdungsversagen des Drahtseils am Austrittspunkt der Hülse, der durch einen scharfen Übergang zwischen dem starren Hülsenabschnitt und dem flexiblen freien Seil verursacht wird, wodurch eine Biegespannungskonzentration entsteht. Dieser Fehlermodus wird durch die Verwendung einer Kausche im Auge gemildert, die einen kontrollierten Biegeradius bietet und die zyklische Biegespannung an der Schnittstelle zwischen Hülse und Seil verringert. Der vierte Modus ist die korrosionsbedingte Ausdünnung der Hülsenwand, bei der die Aluminiumhülse an Querschnittsfläche verliert, bis die verbleibende Wand die radiale Ausdehnung des Seils unter Last nicht mehr aufnehmen kann, was zum Aufplatzen der Hülse führt. Jeder dieser Fehlermodi hinterlässt diagnostische Beweise, die durch eine kompetente Inspektion erkannt werden können, bevor ein katastrophaler Fehler auftritt.
| Fehlermodus | Visuelle Anzeige | Grundursache | Prävention |
|---|---|---|---|
| Seilauszug | Reduzierter Schwanzvorsprung, Seilbewegung | Unterkompression, falsche Ärmelgröße | Korrekte Größe, Gut/Schlecht-Maßkontrolle |
| Ärmelbruch | Längsriss am Ärmel | Überkomprimierung | Kalibriertes Werkzeug, Nachsenklehre |
| Ermüdung am Ärmelausgang | Gebrochene Drahtlitzen am Ärmelrand | Scharfer Biegeübergang, keine Kausche | Verwenden Sie einen Fingerhut und prüfen Sie den Austrittspunkt |
| Wandverdünnung durch Korrosion | Lochfraß, weißes Oxid, verringerter Hülsendurchmesser | Galvanische Korrosion in nasser Umgebung | Eloxierte Hülsen, Zinkgrundierung, Inspektion |
Edelstahldrahtseil und der Spezialkoffer für Aluminiumhülsen
Wenn Aluminiumhülsen an Drahtseilen aus rostfreiem Stahl verwendet werden, führt diese Kombination zu besonderen Überlegungen, die über die für verzinkte Seile hinausgehen. Edelstahldrahtseil hat eine glattere Oberflächenbeschaffenheit und niedrigerer Reibungskoeffizient als verzinktes Seil Das bedeutet, dass die Aluminiumhülse eine tiefere mechanische Verzahnung mit der Stranggeometrie erreichen muss, um die reduzierte Reibungskomponente der Haltekraft auszugleichen. Dies wird dadurch erreicht, dass für rostfreie Seile ein etwas kleineres Nachpressmaß angegeben wird als für verzinkte Seile mit demselben Durchmesser, wodurch der Kompressionsprozentsatz effektiv erhöht wird, um das Aluminium tiefer in die Litzentäler zu treiben. Zusätzlich besteht das galvanische Potenzial zwischen Aluminium und Edelstahl etwa 0,5 Volt in Meerwasser, verglichen mit 0,3 Volt zwischen Aluminium und Kohlenstoffstahl Dies bedeutet, dass die Aluminiumhülse eines rostfreien Seils in einer Meeresumgebung messbar schneller korrodiert als die gleiche Hülse eines verzinkten Seils. Die Strategie der eloxierten Hülse mit Zinkgrundierung ist für Edelstahl-Aluminium-Kombinationen im Außen- oder Schiffseinsatz obligatorisch und nicht optional.
Alternative Hülsenmaterialien und die Kupfer- und Zinkoptionen
Aluminium ist nicht das einzige Hülsenmaterial, das für den Drahtseilabschluss verfügbar ist, und bestimmte Anwendungen profitieren von alternativen Materialien. Kupferhülsen, spezifiziert als phosphordesoxidiertes Kupfer C12200, sind der Standard für Drahtseile, die im Bergbau und in explosionsgefährdeten Bereichen verwendet werden, da Kupfer beim Schlagen oder Abrieb keine Funken erzeugt . Kupferhülsen erfordern aufgrund der höheren Streckgrenze von Kupfer etwa 15 % mehr Druckkraft als Aluminiumhülsen gleicher Größe und ergeben bei korrektem Pressen einen Anschluss mit einer Haltefestigkeit, die mit der von Aluminium vergleichbar ist. Zinkhülsen, hergestellt aus einer hochreinen Zinklegierung, sind für Tauch- und Unterwasseranwendungen geeignet, bei denen das Zink gleichzeitig als mechanischer Abschluss und als Opferanode dient, die das Drahtseil vor Korrosion schützt. Die Zinkhülse verbraucht sich im Laufe der Zeit absichtlich und ihre Wandstärke ist mit einem Korrosionszuschlag versehen, der sicherstellt, dass der mechanische Abschluss während der gesamten Lebensdauer der Anlage funktionsfähig bleibt. Edelstahlhülsen sind, wie bereits erwähnt, die erste Wahl für rostfreie Seilbaugruppen in korrosiven Umgebungen sowie für Lebensmittel-, Pharma- und Reinraummontagen, bei denen Aluminiumoxidstaub durch Hülsenkorrosion nicht akzeptabel ist.
Die Rolle des Fingerhuts beim Schutz von Hülse und Seil
Eine Kausche ist ein gerillter Metall- oder Kunststoffeinsatz, der in die Öse eines Drahtseilendstücks eingesetzt wird, bevor die Hülse gestaucht wird. Seine Funktion besteht darin Halten Sie einen kontrollierten Biegeradius an der Innenkrümmung des Auges ein und verhindern Sie, dass das Drahtseil durch die Auflagefläche dessen, woran das Auge befestigt ist, flachgedrückt wird . Bei Hülsenenden aus Aluminium erfüllt die Kausche eine zusätzliche wichtige Funktion: Sie verhindert, dass die Seilstränge am Öhrhals unter Last knicken, was zu einer Spannungskonzentration direkt neben der Hülse führen und zu einem vorzeitigen Drahtermüdungsversagen führen würde. Die Standardkausche für einen bestimmten Seildurchmesser bietet eine Mindestbiegeradius vom 2,5- bis 3-fachen Seildurchmesser am Augenhals. Ohne Kausche – eine Konfiguration, die als weiches Auge bezeichnet wird – biegt sich das Seil um einen viel engeren Radius, der durch den Befestigungsstift oder Schäkel vorgegeben wird, und die Drähte an der Innenseite der Biegung werden beim ersten Lastzyklus über ihre Elastizitätsgrenze hinaus zusammengedrückt, wodurch das Seil an seiner am stärksten beanspruchten Stelle dauerhaft beschädigt wird. Eine weiche Öse mit Aluminiumhülsenabschluss ist nur für unkritische statische Anwendungen akzeptabel, bei denen das Seil niemals seine Arbeitslastgrenze erreicht und bei denen Ermüdung keine Rolle spielt.
Verwandte Produkte
-
 Mehr anzeigen
Mehr anzeigen
-
 Mehr anzeigen
Mehr anzeigen
Amerikanische Sanduhr-Kupferhülsen zum Spleißen und Crimpen von Drahtseilen
-
 Mehr anzeigen
Mehr anzeigen
Deutsche ovale Kupferhülsen zum Crimpen und Anschließen von Drahtseilen
-
 Mehr anzeigen
Mehr anzeigen
Nahtlose Aluminium-Rundhülsen für den Drahtseilabschluss
-
 Mehr anzeigen
Mehr anzeigen
6×19M Stahldrahtseil ISO 2408 Klasse – Flexibles und langlebiges Drahtseil
-
 Mehr anzeigen
Mehr anzeigen
Drahtseilkauschen vom Rohrtyp
Kontaktieren Sie uns
-

-
 +86-13395162883 / +86-0510-86361180
+86-13395162883 / +86-0510-86361180 -
 Nr. 25 Xizhang Road, Dorf Changshou, Stadt Zhouzhuang, Stadt Jiangyin, Stadt Wuxi, Provinz Jiangsu, China
Nr. 25 Xizhang Road, Dorf Changshou, Stadt Zhouzhuang, Stadt Jiangyin, Stadt Wuxi, Provinz Jiangsu, China


Schreiben Sie uns jetzt eine Nachricht!
